Pour le pliage rapide de raccords d’un diamètre de 10 et 12 mm à la maison ou sur un chantier de construction, vous pouvez utiliser une barre d’armature faite maison composée de roulements et de sections de tubes profilés.

La conception de cet appareil est assez simple, ainsi tout le monde peut fabriquer une barre d’armature. Parmi les outils de base, vous aurez besoin d’une rectifieuse et d’une machine à souder.
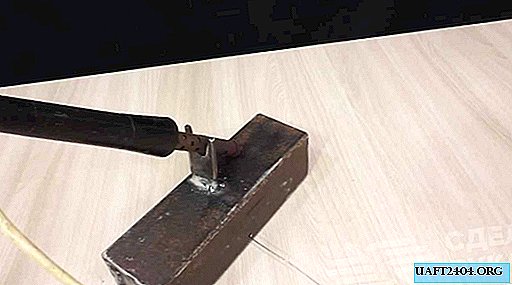
Il est nécessaire de couper un morceau d'environ 30-35 cm de long dans un tube profilé de 40x40 mm de côté, après quoi il sera nécessaire de fabriquer un manche pour une barre d'armature. Pour ce faire, vous avez besoin d’un tuyau d’un demi-pouce et d’une section du profilé de 30x20 mm.

Le processus de fabrication d'une machine à cintrer
Dans le tube profilé utilisé pour la fabrication du manche, il est nécessaire de percer deux trous débouchants d’un diamètre de 12 mm. Nous insérons les boulons M12 dans les trous percés, et du côté opposé nous enroulons les écrous qui doivent être brûlés.

Au bout du profilé 30x20 mm, nous réalisons un petit échantillon de la rectifieuse sous le manchon à jet poussé, puis nous le soudons. De plus, cela doit être fait aussi uniformément que possible pour qu’elle "ne se promène pas". Sur la section du profilé de 40 × 40 mm, des «oreilles» doivent être coupées pour fixer le manchon avec la tige de l'amortisseur.

À l'étape suivante, un bras de tuyau d'un demi-pouce est soudé au profilé. Un morceau de 25 cm de long doit être coupé selon un angle de 32x32 mm, qui est ensuite soudé à un tube de forme carrée avec une sortie d'environ 15 mm. De plus, nous insérons une doublure dans une bande d'acier.

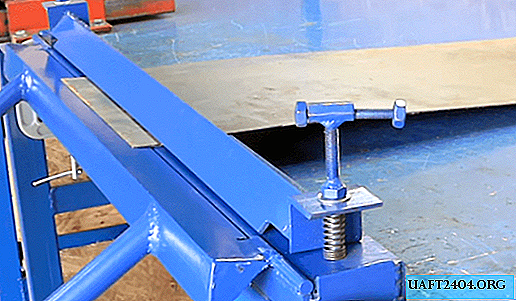
Ensuite, une butée mobile mobile est utilisée pour plier des pièces de différentes longueurs. Cela nécessite deux pièces de plaque et un segment du goujon. Nous soudons ensuite la poignée à la base et y installons des roulements. Voir la vidéo sur le site pour un processus détaillé de fabrication d’une machine à cintrer.